ZR30 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-5 Stage

EP-ZR30 — 32,000 Nm Continuous, 58 Ratios to 3,053:1
の EP-ZR30 sits directly below the flagship ZR45 in the ZR slewing drive series and delivers what the ZR45 cannot: a wide selection of 58 gear ratios across five stage configurations. Where the ZR45 concentrates on three optimised ratio points for the heaviest loads, the ZR30 provides the ratio density needed when precise speed matching is as important as raw torque capacity.
At 32,000 Nm continuous and 55,000 Nm peak — 19% above the published headline of 27,000 Nm — the ZR30 handles the sustained slewing loads of large excavators, shipyard gantry cranes, and heavy mining conveyor head drives. Three torque tiers (32,000 / 31,000 / 25,000 Nm) de-rate gradually across the ratio table, with 67% of all ratios (39 of 58) delivering the full 32,000 Nm without reduction.
DIN 5-6
-40 to +80 deg C
2,500 RPM Max
ZR30 Technical Parameters — 58 Ratio Configurations
Continuous torque at N2 x h = 100,000 hours. Three torque tiers (32,000 / 31,000 / 25,000 Nm) apply across all stage counts. Type codes include R16, R10, or R06 bevel sub-variant suffixes. All configurations share 2,500 rpm maximum input speed.
2-Stage — ZR30**2 / R16 (3 Ratios)
| 比率 | Cont. Torque (Nm) | Max. Torque (Nm) | 最大回転数 | Pt F/M (kW) |
|---|---|---|---|---|
| 14.19 | 32,000 | 55,000 | 2,500 | 26.5 / 38.0 |
| 18.22 | 25,000 | 46,800 | 2,500 | 26.5 / 38.0 |
| 21.62 | 25,000 | 46,800 | 2,500 | 26.5 / 38.0 |
3-Stage — ZR30**3 / R10 (10 Ratios)
| 比率 | Cont. Torque (Nm) | Max. Torque (Nm) | 最大回転数 | Pt F/M (kW) |
|---|---|---|---|---|
| 43.43 | 32,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 51.27 | 32,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 64.30 | 32,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 70.28 | 32,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 85.36 | 31,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 88.15 | 31,000 | 55,000 | 2,500 | 11.5 / 13.5 |
| 102.53 | 25,000 | 46,800 | 2,500 | 11.5 / 13.5 |
| 109.68 | 25,000 | 46,800 | 2,500 | 11.5 / 13.5 |
| 124.03 | 25,000 | 46,800 | 2,500 | 11.5 / 13.5 |
| 132.89 | 25,000 | 46,800 | 2,500 | 11.5 / 13.5 |
4-Stage — ZR30**4 / R06 (20 Ratios) & 5-Stage — ZR30**5 / R06 (25 Ratios)
Combined summary for 45 high-ratio configurations. Three torque tiers apply within each stage count.
| ステージ | 比率範囲 | Count | Cont. Torque (Nm) | Peak (Nm) | Pt F/M (kW) |
|---|---|---|---|---|---|
| 4-Stage | 109.70 – 209.57 | 8 | 32,000 | 55,000 | 9.5 / 12.5 |
| 222.63 – 305.73 | 6 | 31,000 | 55,000 | 9.5 / 12.5 | |
| 329.61 – 615.47 | 6 | 25,000 | 46,800 | 9.5 / 12.5 | |
| 5-Stage | 381.75 – 776.16 | 9 | 32,000 | 55,000 | 8.0 / 11.5 |
| 804.81 – 1,286.91 | 8 | 31,000 | 55,000 | 8.0 / 11.5 | |
| 1,318.65 – 3,052.94 | 8 | 25,000 | 46,800 | 8.0 / 11.5 |
Full per-ratio data sheets available on request from Korea Ever-Power engineering.
Gear Metallurgy — Why 20CrMnTi at HRC 58-62 Matters at 32,000 Nm
At the 32,000 Nm torque class, gear tooth surface contact pressure exceeds 1,500 MPa on a routine basis. The choice of gear steel, heat treatment depth, and surface finish directly determines whether the tooth flanks will withstand this pressure for 20,000 hours or begin pitting within 5,000. The ZR30 uses a metallurgical approach proven across thousands of units in the ZR series.
A chromium-manganese-titanium carburising steel with 0.17-0.23% carbon, 1.0-1.3% manganese, and 0.8-1.1% chromium. The titanium addition (0.04-0.10%) refines the grain structure during carburising, producing a more uniform and tougher case layer than plain CrMn steels. This composition balances case hardness (surface wear resistance) with core toughness (resistance to tooth root bending fatigue).
Gears are carburised at 920-940 deg C for 8-14 hours (depending on module size) in a controlled endothermic atmosphere to achieve a case depth of 1.2-2.0 mm. The carburised surface reaches 0.8-1.0% carbon content, which transforms to high-carbon martensite during quenching. Case depth is verified by microhardness traverse on a destructive test sample from each heat-treatment batch.
Oil quenching from 820-840 deg C followed by low-temperature tempering at 160-200 deg C. The resulting surface hardness of HRC 58-62 provides the contact fatigue resistance needed for 100,000-hour L10 life at rated load. The core hardness remains at HRC 30-40, providing the ductility to absorb shock loads without brittle fracture at the tooth root.
After heat treatment, tooth flanks are profile-ground on CNC gear grinders to DIN 5-6 accuracy class. Grinding removes the heat treatment distortion layer and produces a surface finish of Ra 0.4-0.8 micrometres. This finish quality reduces the running-in wear period and lowers the steady-state operating noise compared to hobbed-only gears, which typically achieve DIN 8-10.
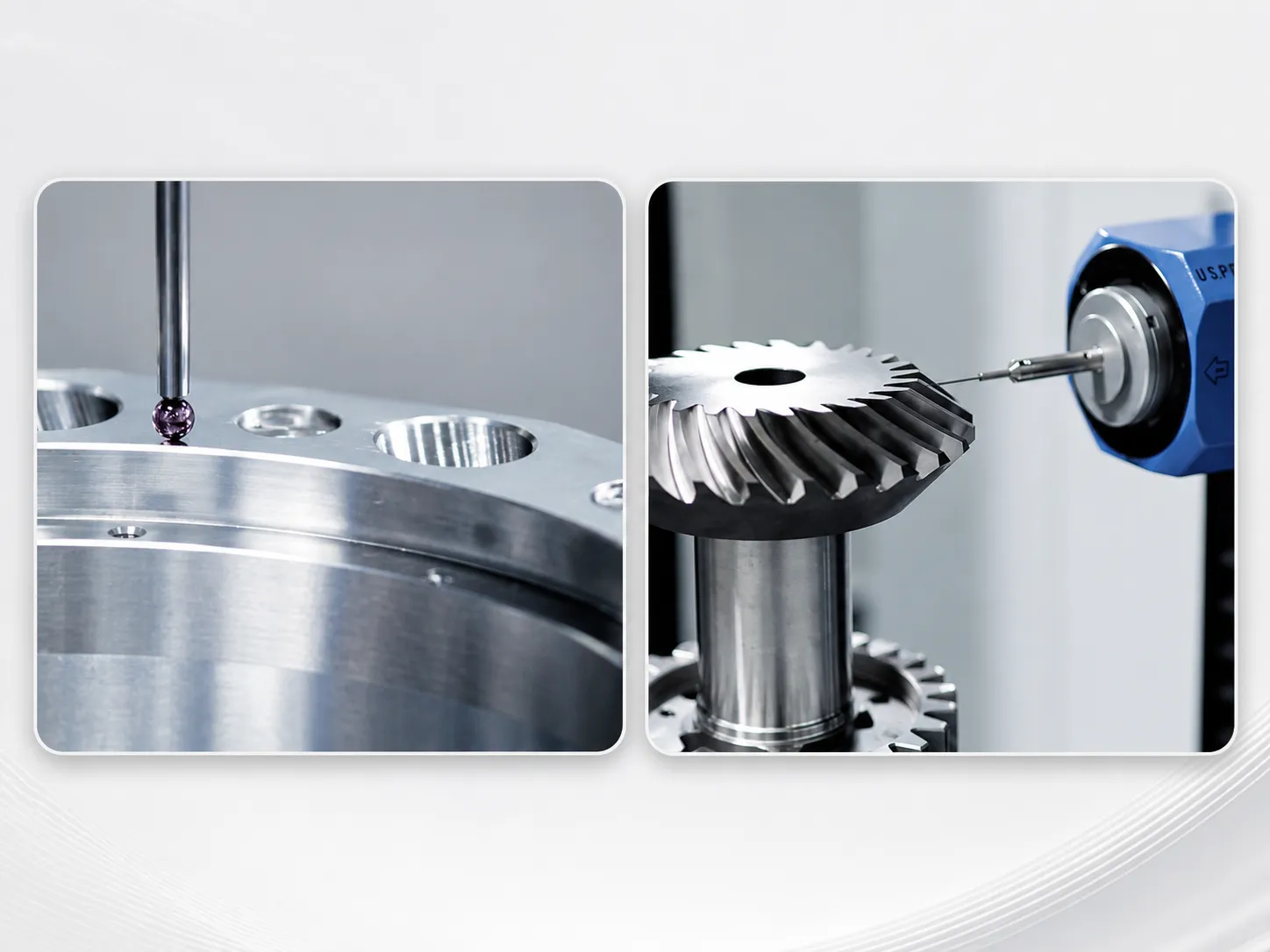
Profile grinding after carburising and quenching
Applications in the 25,000-32,000 Nm Operating Window

Large Excavators (35-50 Tonne Class)
Hydraulic excavators in the 35-50 tonne operating weight range generate sustained upper-structure slewing torques of 20,000-32,000 Nm during production digging. The ZR30**2 at ratio 14.19 driven by a 200-250 cc/rev axial piston motor at 350 bar provides the high-speed rotation and 55,000 Nm peak capacity these machines demand for aggressive loading cycles. The EP-SE track drive series provides the matching undercarriage propulsion.
Shipyard Gantry Cranes and Goliath Cranes
Shipyard goliath cranes and hull-block transporters with lifting capacities of 200-600 tonnes require slewing torques of 25,000-30,000 Nm for controlled boom or gantry rotation. The ZR30 3-stage at ratios 51:1-70:1 provides the torque density these cranes need in a frame size that fits within the tight mechanical envelopes of shipyard crane pedestals. The 58-ratio selection ensures the optimal speed match without external speed reduction stages.
Mining Conveyor Head Drives and Stackers
Overland conveyor stacker and reclaimer slewing mechanisms in open-pit mining operations rotate under constant radial loading from the boom self-weight plus material flow forces. The ZR30 5-stage at ratios 800:1-1,800:1 provides ultra-low-speed boom rotation at the full 31,000 Nm continuous, while the IP67 sealing resists the iron ore dust, coal fines, and seasonal rainfall common at surface mining sites.
Troubleshooting Quick Reference — Symptom, Cause, Action
The following guide covers the most common field observations and their probable causes. Always shut down the drive and investigate before continuing operation if any of these symptoms appear.
| Symptom | Probable Cause | Recommended Action |
|---|---|---|
| Abnormal noise — metallic clicking at mesh frequency | Insufficient pinion-to-ring backlash (binding), foreign object in mesh zone, or cracked tooth | Stop and inspect the pinion teeth visually. Check backlash with a dial indicator. If a tooth is cracked or chipped, remove the unit for factory assessment. |
| Excessive housing temperature (>100 deg C surface) | Motor input power exceeds Pt rating, oil level too low, wrong oil viscosity, or blocked breather valve | Verify oil level immediately. Check breather valve for blockage. Measure motor current and compare to the thermal duty calculation. If the issue persists after correction, add fan cooling or reduce the duty cycle. |
| Oil leak at output seal | Seal lip wear, shaft surface corrosion under the seal contact band, or excessive internal pressure from blocked breather | Clear the breather valve first (most common root cause). If the leak persists, the output seal must be replaced. Inspect the shaft surface under the seal — if corrosion pitting is present, the shaft must be polished or sleeved before fitting a new seal. |
| Increased backlash over time | Normal gear mesh wear at the output pinion-to-ring interface (not internal gearbox wear) | Readjust the gearbox radial position to restore the correct pinion-to-ring backlash (0.08-0.20 mm). The ZR30 internal gears do not wear measurably at rated load within the 20,000-hour service interval; increased backlash is almost always at the external pinion-ring interface. |
| Vibration increase without noise change | Mounting bolt loosening, foundation settling, or developing bearing wear | Re-torque all mounting bolts to specification. If vibration persists, take an oil sample for particle analysis and schedule a bearing inspection at the next maintenance window. |
関連製品

 High-Precision Planetary Gearboxes →
High-Precision Planetary Gearboxes →
よくある質問
Customer Feedback
Stacker-reclaimer slewing drive replacement at an iron ore operation. The previous unit was an old European brand that was no longer manufactured. Ever-Power matched the mounting dimensions from the old drawing and delivered a ZR30**5 at 867.63 ratio that bolted in without modification. Running 14 hours a day in red dust conditions. Oil analysis at the 3,000-hour mark showed lower particle counts than the old unit had at the same interval. Very satisfied with the metallurgy and build quality.
Goliath crane slewing, ZR30**3 at 64.30 ratio. The unit has been in service for 11 months on our 400-tonne hull-block transporter. Performance is stable and the thermal behaviour matches the factory prediction — sump temperature stabilises at 72 deg C under continuous duty, well within limits. The gear grinding quality is evident from the low noise level. Our quality inspector noted the material certificates are thorough and met our internal traceability requirements without additional requests.
Excavator slewing drive swap on a 42-tonne machine. The ZR30**2 performs well and the hydraulic BF02 interface is a clean fit. The unit weighs about 260 kg and getting it positioned in the upper structure of this particular machine required some creative rigging because the access hatch is tight. My suggestion to Ever-Power: provide a recommended rigging diagram for common excavator models in the installation manual. That would save a lot of time for mechanics who are installing this for the first time.
追加情報
| エディタ | Cxm |
|---|
関連製品
-

ZR45 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 3-5 Stage
-

ZR35 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 3-5 Stage
-

ZR16 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-5 Stage
-

ZR07 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-4 Stage
-

ZR03 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-4 Stage
-

ZR02 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-3 Stage
-

ZR24 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary, 2-5 Stage
-

ZR01 Slewing Drive Planetary Gearbox — Right-Angle Bevel-Planetary


























