EP-ZDWF系列直角输入方形法兰精密行星齿轮箱

EP-ZDWF系列是一款直角输入方形法兰精密行星齿轮箱,采用90°锥齿轮输入级和方形输出安装法兰,共有EP-ZDWF-60至EP-ZDWF-160四种机架尺寸可供选择。其额定输出扭矩范围为12 N·m至800 N·m,单级效率高达94%。90°锥齿轮输入使伺服电机垂直于输出轴,与直列式相比,轴向安装深度减少了30–50%。方形法兰(□60–□175 mm)可通过4个穿透螺栓固定到任何平板上,无需精密钻孔。EP-ZDWF是安装最灵活的直角行星齿轮箱。 精密行星齿轮减速器 韩国 Ever-Power EP 系列产品将轴向深度和孔加工节省功能结合在一个单元中。
EP-ZDWF系列——直角输入方形法兰精密行星齿轮箱 | 30–50% 轴向节省 + 无孔,最大扭矩800 N·m
EP-ZDWF是韩国Ever-Power公司生产的精密行星齿轮箱,它同时具备两种安装优势: 30–50% 轴向深度减小 直角斜角输入(来自 EP-ZDWE系列直角行星齿轮箱)和 无需钻孔的平板安装 方形输出法兰(来自 EP-ZDF系列对于使用焊接框架、铝挤压结构或激光切割板材组件的韩国机械制造商而言,轴向空间和孔加工能力都受到限制,而 EP-ZDWF 则在一个产品中消除了这两种限制。
这 EP-ZDWF系列直角方法兰精密行星齿轮箱和伺服减速机 来自韩国的Ever-Power产品将EP-ZDWE和EP-ZDF系列的优点集于一身。它沿用了EP-ZDWE的90°直角锥齿轮输入级,并将伺服电机垂直于输出轴安装,从而减小了总轴向深度。同时,它将EP-ZDWE的圆形输出壳体替换为EP-ZDF的方形输出法兰(□60–□175 mm),无需精密钻孔即可直接进行平板螺栓固定安装。所有内部齿轮级数、扭矩额定值、齿隙规格、效率值和润滑寿命特性均与EP-ZDWE相同。
韩国 OEM 机械制造商设计机器时,通常会采用激光切割的平板底盘或焊接箱形截面框架——这在韩国 AGV 制造商、协作机器人框架制造商和紧凑型输送系统集成商中很常见——他们发现,当设计概要同时限制驱动轴后方的可用轴向深度和可用于镗孔的可用机加工车间操作时,EP-ZDWF 是最佳规格。
双重安装优势——EP-ZDWF为何能同时节省两项成本

直列圆孔 (EP-ZDE) — 两个约束条件
问题 1:长轴向深度
问题 2:需要精密钻孔
→ 需要进行机械加工操作
→ 电机 + 变速箱 深度约 264 毫米
直角圆孔(EP-ZDWE)— 一个约束
[=ZDWE=]──▶ 圆孔输出
✔ 短轴向深度(已解决)
✘ 仍需精密钻孔
直角方形法兰 (EP-ZDWF) ★ — 零约束
[=ZDWF=]──▶ □ 平板,4 个螺栓
✔ 短轴向深度(已解决)
✔ 无需钻孔(已解决)
→ 钻4个孔,装上螺栓,完成
当两个约束条件都满足时——EP-ZDWF 是正确的规范。
① 焊接框架紧凑型机床——无需镗孔,无轴向间隙
韩国小型专用机械制造商采用焊接结构钢箱型截面制造机床框架,同时面临两个限制:焊接框架没有加工孔,且轴线后方深度有限,电机无法沿轴线方向突出。EP-ZDWF 的激光切割板焊接在框架上,提供了一个平整的安装面,可安装带有四个钻孔和攻丝孔的方形法兰;直角斜面设计使电机位于框架可用深度范围内,而不是超出框架。EP-ZDWF 无需焊后加工,也无需将机床尺寸扩展到框架边界之外,即可解决焊接框架的安装问题。
② AGV 和移动机器人平板底盘 — 激光切割结构,最小深度
韩国AGV制造商通常使用激光切割的铝或钢制平板组装成箱形结构,从而构建驱动模块框架。驱动轴通过底板安装,而底盘高度(低矮型AGV通常为100-140毫米)限制了在任何有效扭矩水平下使用直列式电机。EP-ZDWF-60或EP-ZDWF-80通过底板安装,方形法兰用螺栓固定在底板上——底板上的4个激光切割孔与底板轮廓同时切割。电机向上延伸至底盘内部。总驱动深度仅为变速箱L1(60-80框架,单级,深度为150-184.5毫米),其高度与底盘高度相符,并在底盘内部空间内预留了电机本体的高度空间。
③ 铝型材挤压机——免支架直接安装
韩国自动化系统制造商使用 80×80 毫米或 120×120 毫米铝型材框架系统来制造取放、点胶和装配设备,他们采用 EP-ZDWF 型材,将方形法兰直接安装到型材端板或角撑板支架上。T 型槽型材无法提供精密孔,但连接到型材的平板可以容纳 EP-ZDWF 的方形法兰,并通过螺栓固定。直角输入允许电机沿型材轴线方向引出,而不是垂直于轴线,从而使整机横截面保持在型材网格内,无需定制超大尺寸挤压件或电机悬臂。
EP系列全部四款机型——完整安装对比
| 标准 | EP-ZDE | EP-ZDF | EP-ZDWE | EP-ZDWF ★ |
|---|---|---|---|---|
| 运动定向 | 排队 | 排队 | 90°直角 | 90°直角 |
| 输出法兰 | 圆形Φ(孔安装) | 方形□(板式安装) | 圆形Φ(孔安装) | 方形□(板式安装) |
| 轴向深度节省 | — | — | ✔ 30–50% 更短 | ✔ 30–50% 更短 |
| 无需钻孔 | — | ✔ 无孔 | — | ✔ 无孔 |
| 单级效率 | 96% | 96% | 94% | 94% |
| 扭矩/反冲/IP | 同一机架尺寸内的所有部件均相同——额定扭矩相同,每级间隙相同,防护等级IP54,终身润滑,工作温度范围-25°C至+90°C | |||
EP-ZDWF系列——完整技术规格
① 额定输出扭矩 (N·m) — 所有机架尺寸和速比
| 比率 | 阶段 | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| 3:1 | 1 | 12 | 40 | 80 | 400 |
| 4:1 | 1 | 16 | 50 | 110 | 450 |
| 5:1 | 1 | 16 | 50 | 110 | 450 |
| 8:1 | 1 | 15 | 45 | 100 | 400 |
| 10:1 | 1 | 12 | 40 | 80 | 305 |
| 9:1 | 2 | 40 | 100 | 210 | — |
| 12:1 | 2 | 40 | 100 | 210 | 700 |
| 16:1 | 2 | 44 | 120 | 260 | 800 |
| 20:1 | 2 | 44 | 120 | 260 | 800 |
| 25:1 | 2 | 40 | 110 | 230 | 700 |
| 32:1 | 2 | 44 | 120 | 260 | 800 |
| 40:1 | 2 | 40 | 110 | 230 | 700 |
| 64:1 | 2 | 40 | 100 | 210 | 700 |
| 60–512:1 | 3 | 40–44 | 100–120 | 210–260 | — |
② 负载能力、效率、重量和速度——与EP-ZDWE相同
| 范围 | 单元 | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| 最大径向力 | N | 450 | 900 | 2,100 | 6,000 |
| 最大轴向力 | N | 225 | 450 | 1,050 | 3,000 |
| 效率 — 1 阶段 | % | 94 (斜面输入级;与 96% 相比,用于在线 EP-ZDE/ZDF) | |||
| 效率——两阶段 | % | 92 | |||
| 效率——三阶段 | % | 88 | |||
| 重量 — 1 阶段 | 公斤 | 1.7 | 4.4 | 12 | 36 |
| 重量 — 2 阶段 | 公斤 | 1.9 | 5 | 14 | 40 |
| 体重——3阶段 | 公斤 | 2.1 | 5.5 | 16 | — |
| 扭转刚度——1阶段 | 牛·米/弧分 | 1.5 | 4.5 | 10 | 38 |
| 扭转刚度——两阶段 | 牛·米/弧分 | 2.5 | 6.5 | 13 | 43 |
| 噪音(怠速,3000 转/分) | 分贝(A) | 65 | 68 | 70 | 70 |
| 最大输入速度 | 转速 | 4,500 | |||
| 推荐输入速度 | 转速 | 3,000 | |||
③ 框架与舞台的反弹
| 阶段 | 单元 | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| 反弹——1阶段 | 弧分 | <30 | <25 | <25 | <25 |
| 反弹——两阶段 | 弧分 | <35 | <30 | <30 | <30 |
| 反弹——三阶段 | 弧分 | <40 | <35 | <35 | — |
④ 一般规格
| 范围 | 规格 |
|---|---|
| 工作温度 | −25°C 至 +90°C |
| 防护等级 | IP54(IEC 60529)——防尘,可防止任何方向的溅水 |
| 润滑 | 终身润滑——出厂密封,涵盖斜齿轮和行星齿轮级 |
| 安装方向 | 任何角度——水平、垂直、倒置、任何倾斜角度 |
| 电机输入方向 | 4 个位置——左、右、上、下(下单时指定,生产时固定) |
| 输入轴夹紧类型 | S:一体式锁紧(默认)· S1:锁环· S2:键槽+夹紧· K:键槽· A:定制 |
| 输出轴公差 | h7 — 所有画幅尺寸 |
| 额定使用寿命 | 额定载荷下 20,000 小时(L10 轴承寿命) |
| 瞬间停止扭矩 | 2倍额定输出扭矩 |
EP-ZDWF系列——机械尺寸(单位:毫米)
EP-ZDWF 与 EP-ZDWE 具有相同的壳体和输入尺寸。橙色行显示的是 ZDWF 特有的方形法兰输出尺寸。L1 和 L12 与相应机架尺寸的 EP-ZDWE 相同。
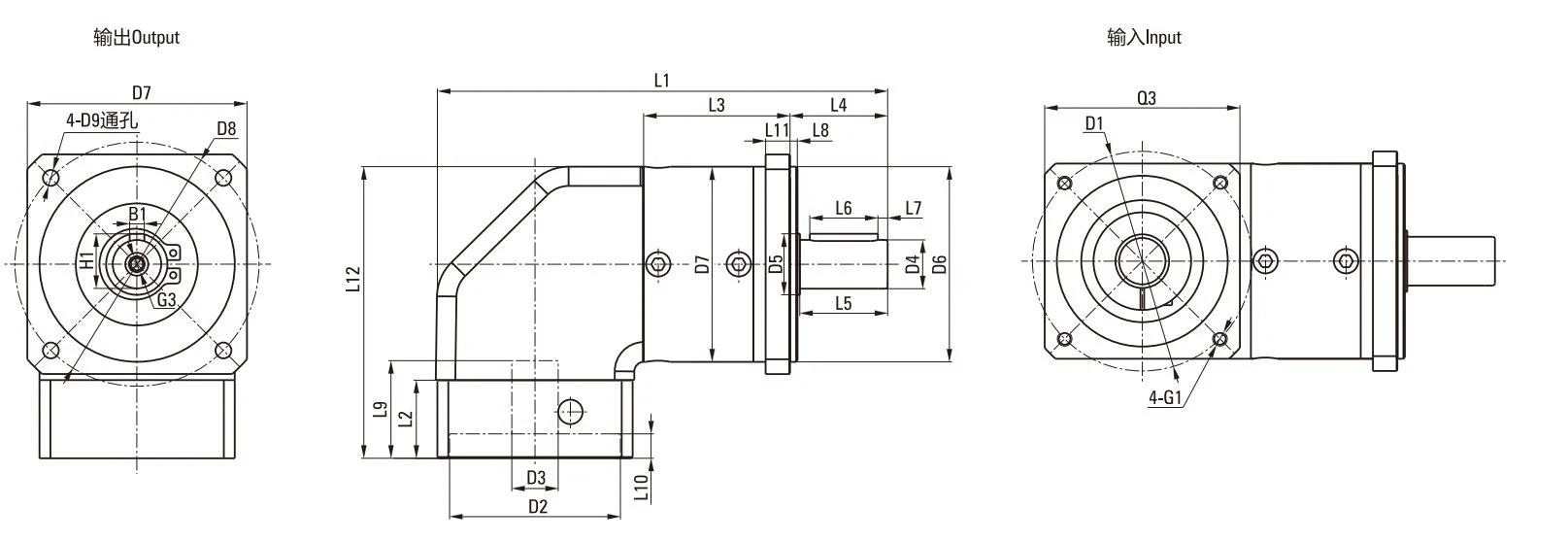
| 方面 | 60ZDWF | 80ZDWF | 120ZDWF | 160ZDWF |
|---|---|---|---|---|
| 方形法兰尺寸 D7 | □60 | □90 | □120 | □160 / □175 |
| 法兰厚度 L11 | 8 | 10 | 15 | 5 |
| 总长度 L1 — 1 阶段 | 150 | 184.5 | 249.2 | 368 |
| 总长度 L1 — 2 级 | 163 | 202.5 | 277 | 417.5 |
| 总高度 L12(含输入法兰) | 93 | 119.5 | 167.5 | 229 |
| 输出轴直径 D4 | Φ14h7 | Φ20h7 | Φ25h7 | Φ40h7 |
| 输入法兰长度 L2 | 20 | 32 | 38 | 66 |
| 输入法兰 Q3(方形) | □60 | □80 | □130 | □175 |
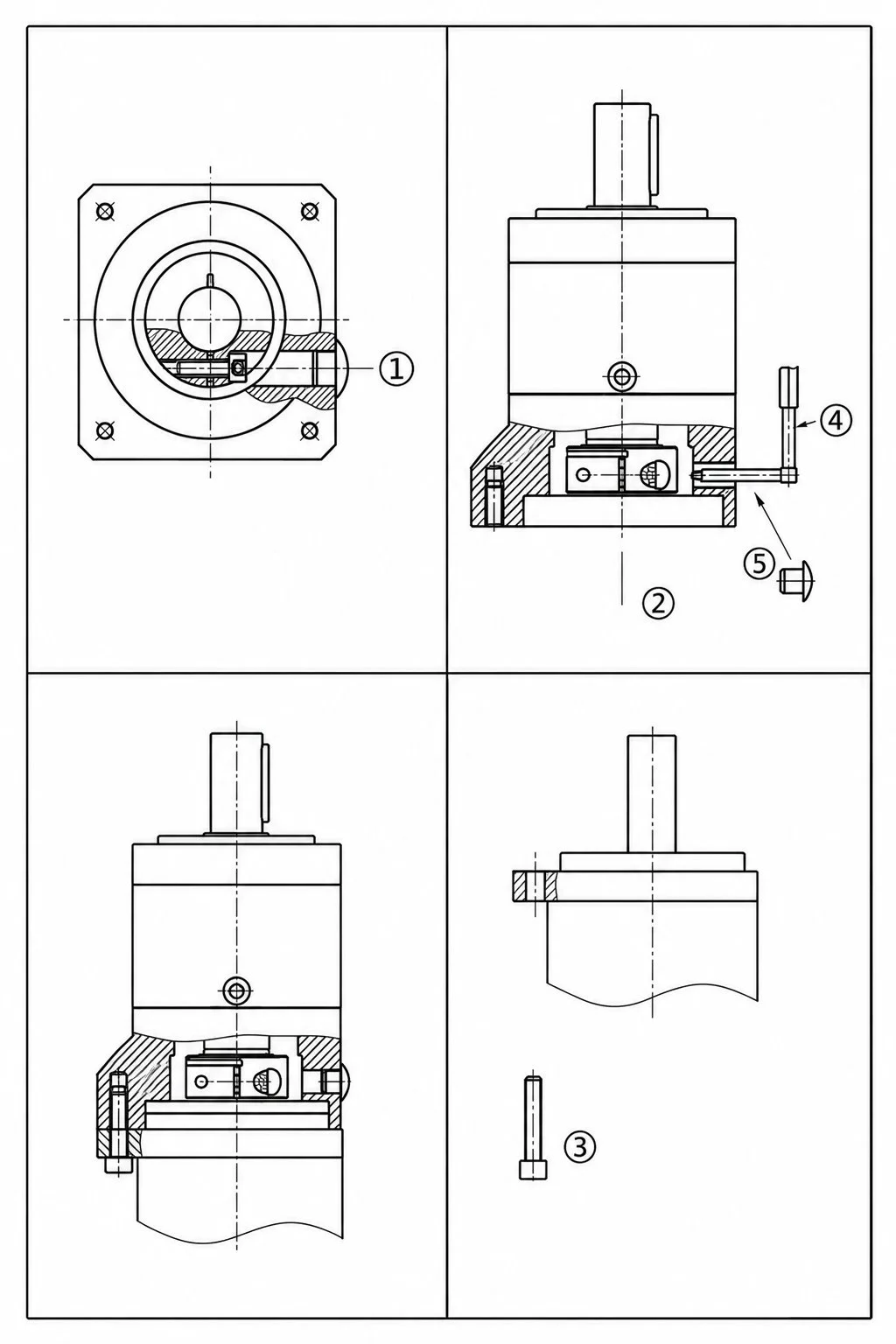
安装指南 — EP-ZDWF 直角方法兰系列
直角+方法兰组合安装——适用于任何平面,任何方向
EP-ZDWF 的安装步骤结合了 EP-ZDWF 和 EP-ZDF 的特点:方形法兰通过螺栓固定在任何平面上(无需钻孔),电机通过斜切输入台垂直安装。订购时请指定电机输入方向(左/右/上/下),该方向在制造过程中确定。
分步安装指南
确认输入方向、法兰尺寸和型号代码
确认 EP-ZDWF 型号代码包含电机输入方向(左/右/上/下)、机架尺寸(60–160)、方形法兰尺寸 D7(□60–□175)以及与伺服电机前表面匹配的输入法兰 Q3。确认 L12(含电机输入的总高度)符合您的机器尺寸要求。安装前,请检查方形法兰尺寸和螺栓孔位是否与您的机器底板兼容。
准备机器底板——仅需4个孔
在机床底板上按正确的节圆直径 (PCD) 钻 4 个安装孔(参见 EP-ZDF 尺寸表,了解匹配的框架尺寸——D8 和 D9 值)。无需精密钻孔。确保安装面的平面度在 0.02 mm 以内。对于激光切割的底板,请在底板设计阶段确认螺栓孔位置已包含在切割文件中——无需二次加工。安装前,请清洁表面以去除毛刺。
电机联轴器 — 垂直斜角输入
将伺服电机轴完全插入垂直斜面输入孔,直至电机端面与输入法兰完全接触。按交叉顺序均匀拧紧 S 型锁紧螺钉。检查电机端面与输入法兰之间是否无轴向间隙——如果电机轴短于孔深,则使用垫圈。夹紧输入端无论电机轴上是否有键槽均可工作。
方形法兰安装——4螺栓固定方式
将方形法兰面贴合在机器底板上,使4个通孔螺栓孔与底板上的孔位对齐。插入8.8级螺栓(高循环应用建议使用10.9级螺栓),用手拧紧,确认螺栓与底板完全接触,然后按交叉顺序均匀拧紧。对于易振动的应用,请使用中等强度的螺纹锁固剂。在最终拧紧之前,请确认电机本体在垂直方向上有足够的间隙。
输出轴负载及间隙检查
按照标准步骤将负载联轴器连接至 h7 输出轴 D4。确认轴中心 (L/2) 处的径向负载不超过最大径向力(例如,80 框架机床为 900 N)。手动旋转输出轴完成一整圈,并确认电机本体在垂直方向上与所有机床结构完全分离。伺服电机电缆应平行于机床行程轴布置,并使用具有足够环长的电缆链,以确保在任何轴运动范围内电缆都不会产生张力。
空载磨合、螺栓重新拧紧和斜面预热
在额定输入转速≤50%下空载运行30分钟。磨合完成后:(1) 重新检查4个法兰螺栓的扭矩值——热循环可能导致接头轻微下沉;(2) 前10-15分钟内轻微的倒角台嗡嗡声属于正常磨合现象;(3) 通过伺服驱动反馈验证系统齿隙。记录作为安装基准值。密封式终身润滑在此磨合程序后无需进一步维护。
⚠ 安装注意事项: 电机输入方向在出厂时已固定——订购时请务必正确指定。方形法兰面必须与机床底板完全接触——间隙会导致螺栓载荷集中,增加法兰疲劳的风险。电机安装过程中,请勿对锥齿轮输入轴施加轴向力。输入转速切勿超过 4,500 rpm。密封壳体没有注油口——请勿从外部添加润滑脂。
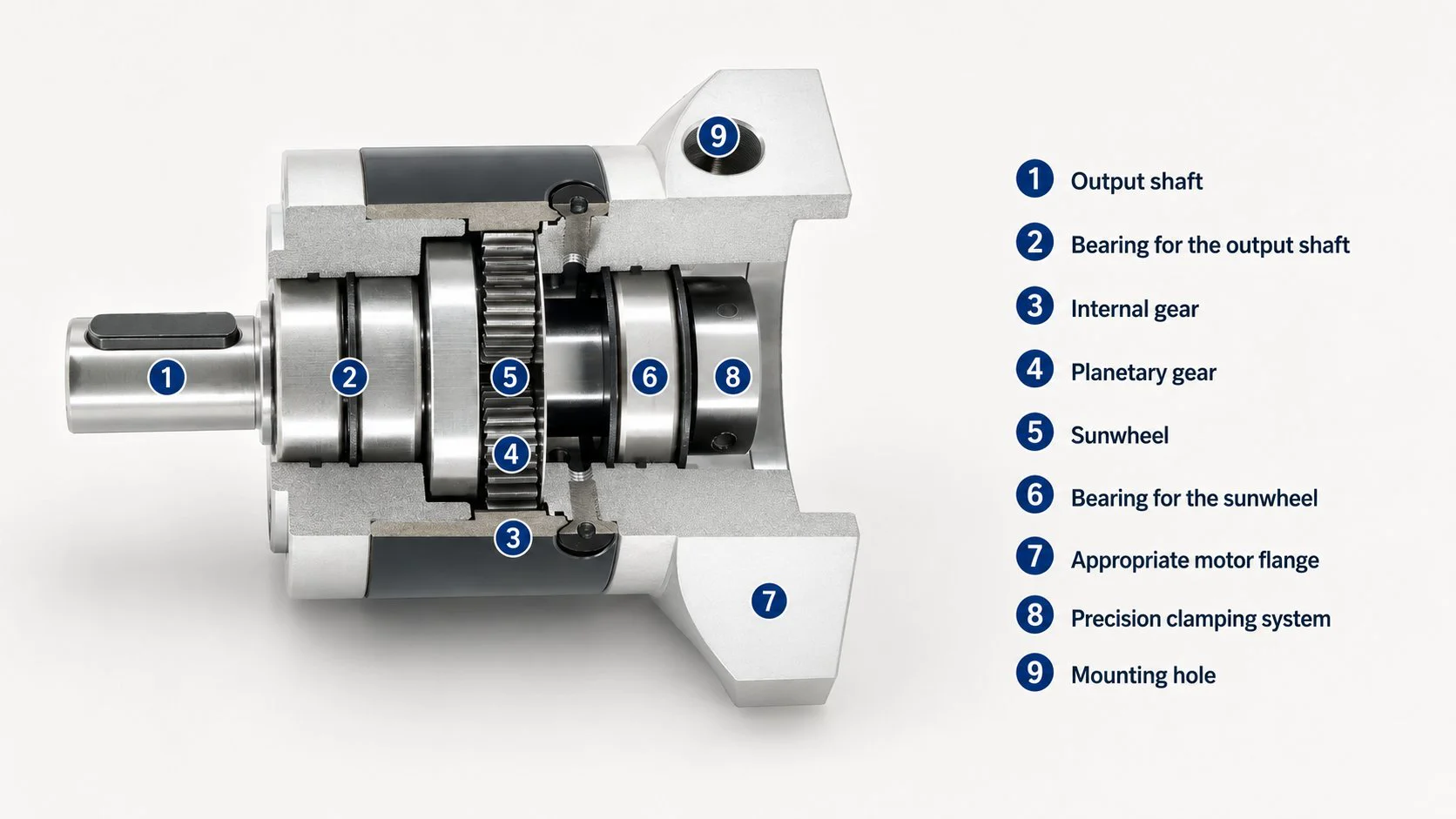
✔ 零维护——涵盖所有阶段: 出厂密封的终身润滑系统可同时润滑锥齿轮输入级和行星齿轮级,所有部件均位于同一壳体内。无需单独的锥齿轮油,无需定期润滑,在 20,000 小时的额定寿命内无需重新加注润滑脂。首次运行 5,000 小时时,请同时检查唇形密封圈,并重新检查 4 个法兰安装螺栓——这是 EP-ZDWF 变速箱唯一的定期维护措施。
应用领域——韩国紧凑型平台设计中的EP-ZDWF直角方法兰行星齿轮箱
低矮型AGV驱动模块——激光切割底盘,高度极低
韩国AGV制造商在制造底盘高度为100-150毫米的低矮型仓库AMR时,采用EP-ZDWF-60和EP-ZDWF-80作为驱动轮伺服减速器。方形法兰通过4个激光切割孔用螺栓固定在底盘板上——无需镗孔或二次加工——电机则从100-150毫米的底盘高度向上穿过,进入底盘内部。变速箱在底盘板下方的总轴向深度仅为L1尺寸(60-80机架,单级,深度为150-184.5毫米),这使得驱动轮相对于地面的高度合适。位于华城、仁川和安山的韩国AGV制造商表示,EP-ZDWF能够实现低矮型AMR设计,其性能可与专用AGV齿轮箱直接竞争,而定制模具成本却低得多。
焊接框架紧凑型专用机械
韩国专用机械制造商在制造用于专用装配、测试或物料搬运设备的焊接钢箱框架时,会使用EP-ZDWF焊接机,以应对轴向空间和孔加工能力受限的情况。焊接在框架上的激光切割嵌件板为EP-ZDWF的方形法兰提供了平整的安装面。直角斜面输入使电机位于框架深度范围内,而不是超出框架边界。这在韩国电动汽车电池模块装配机中尤为常见,因为这类机器的占地面积受到生产单元布局的严格限制,而对焊接组件进行孔加工并不实际。
铝型材自动化单元——无需二次加工
韩国自动化系统集成商使用 80×80 或 120×120 毫米铝型材框架构建可重构装配和点胶单元时,指定型材结构上的伺服驱动轴采用 EP-ZDWF 型材。方形法兰通过螺栓固定到连接在型材上的端板或角撑板上——型材本身无法钻孔——电机沿型材截面轴线引出,使整个驱动装置保持在型材网格内,无需使用过大的支架。有关与定制钻孔型材块配合使用的圆法兰直角型材,请参见[此处]。 EP-ZDWE系列直角行星齿轮箱.
协作机器人腕部——方形法兰板式安装结构
韩国协作机器人制造商采用激光切割碳纤维或铝合金板材组件作为机器人手臂结构(而非铸造或机加工的臂节),并使用EP-ZDWF作为腕关节的旋转和俯仰关节。方形法兰通过螺栓固定在板材组件上,无需在薄板复合材料结构中进行精密钻孔,这在实际应用中是不切实际的。直角输入使电机与臂节平行,从而控制腕关节外径与变速箱本体尺寸(□60–□90 mm)相匹配。对于手臂结构可以容纳圆形孔的应用, EP-ZDWE 圆法兰式行星齿轮箱 性能相当。
窄型包装机支架模块
韩国包装机械OEM厂商在设计用于窄间距旋转式或链式输送包装线的伺服驱动灌装和封口工位时,采用EP-ZDWF-60和EP-ZDWF-80作为支架式伺服执行器,以应对支架尺寸和安装板后方可用深度受限的情况。方形法兰设计使得整个电机-齿轮箱模块可以作为一个螺栓连接的整体进行更换,只需一次维护操作即可完成,无需从机器上拆卸支架或进行任何孔径校准。直角斜角输入设计使电机沿机器结构布置,而不是突出到操作人员的作业区域。
太阳能跟踪器回转驱动器——平板安装,横向电机
韩国太阳能跟踪器制造商为韩国、越南和东南亚的大型太阳能电站设计单轴和双轴跟踪器,其安装结构采用扁钢管或角铁,并使用EP-ZDWF-120和EP-ZDWF-160作为方位轴和俯仰轴驱动器。方形法兰直接用螺栓固定到焊接在跟踪器扭矩管组件上的扁平安装板上——无需在现场制造的钢结构上进行钻孔。直角斜面输入使伺服电机沿扭矩管横向移动,而不是垂直于跟踪器面板表面,从而降低了驱动组件上的风荷载,并将电机保持在跟踪器的结构阴影范围内。IP54防护等级和-25°C至+90°C的工作温度范围可满足韩国户外跟踪器全年运行的要求。
质量认证与测试标准
- ✔直角 伺服齿轮箱 每个生产批次均已验证倒角台和方法兰面的平整度。
- ✔每台设备在额定输出扭矩±3%范围内测量反向间隙——每份订单均附带测量证书
- ✔每台设备发货前均需进行额定输出扭矩下的满载扭矩测试。
- ✔每个生产批次均通过符合IEC 60529标准的IP54防护等级验证
- ✔每次交货均提供材料证书和尺寸图纸。

为什么韩国工程师指定使用韩国永动力EP-ZDWF
🔧
两个安装限制均已解决——单一规范
当韩国机床设计同时受到可用轴向深度和孔加工能力的限制时,EP-ZDWF 通过单一产品规格解决了这两个问题。无需单独设计支架来重新布置电机,无需为焊接框架设计镗孔夹具,也无需在同一台机床上分离两个变速箱系列。 行星齿轮箱 零件编号,解决了两个安装问题。
🔲
激光切割板材方形法兰——无需二次加工
对于采用激光切割平板底盘作为主要结构的韩国机械制造商而言,EP-ZDWF螺栓孔图案可以与板材轮廓同时切割到板材上——只需4个孔,无需二次钻孔,且孔径与机床加工精度无要求。变速箱通过钻孔和螺栓固定的方式安装在构成机器底盘结构的同一块平板上。
📐
30–50% 轴向深度减小——与 EP-ZDWE 相同的节能效果
EP-ZDWF 的轴向空间节省量与 EP-ZDWE 完全相同——两者的直角斜切输入级运行方式也相同。韩国 AGV 和紧凑型机械设计师之所以选择 EP-ZDWF 而非 EP-ZDWE,是因为他们的结构采用了平板式而非孔式安装,但最终安装后,两种型号的轴向深度减少量完全相同。
🔒
终身润滑——斜齿轮+行星齿轮,一个密封壳体
EP-ZDWF 变速箱采用工厂密封的终身润滑脂,覆盖整个变速箱——包括锥齿轮输入级和行星齿轮级——所有部件均密封在一个单元内。无需单独的锥齿轮油箱,无需维护油位,也无需润滑检修口。韩国机械制造商若将 EP-ZDWF 安装在维护受限的位置(例如 AGV 底盘内部、输送机框架内部),则可在 20,000 小时的额定使用寿命内享受零维护设计带来的优势。
🔄
4 个输入方向 — 适用于任何平台布局的最佳线缆布线方案
EP-ZDWF 的四位电机输入(左/右/上/下)使韩国平台设计人员能够根据实际情况选择伺服电机电缆的布线方向,从而避免障碍物——例如,将电缆引入 AGV 底盘内部、沿机器立柱布置或平行于输送机框架布置。对于在开发过程中需要迭代多种电机布线方案的设计,韩国 Ever-Power 会在每个输入方向上提供 EP-ZDWF 样品单元,以便在投入生产工装之前进行布局评估。
🇰🇷
韩国工程支持——法兰匹配、布局审查和输入方向
韩国永力动力公司的韩国应用团队提供韩语服务,协助客户选择EP-ZDWF机架尺寸、匹配方形法兰尺寸与机床底板尺寸、选择进给方向、计算轴向深度并与直列式替代方案进行比较,以及确定电机进给法兰规格。对于正在评估EP-ZDWF双重优势的韩国AGV和专用机械制造商,该团队会在下单前免费提供完整的安装范围计算和底板孔型确认。
客户评价和应用反馈
5星
87%
4星
11%
≤3 ★
2%
EP-ZDWF-60 是一款 10:1 单级减速器,适用于 130 毫米底盘高度的低矮型 AMR。我们的底盘采用 4 毫米厚的激光切割铝板制成——EP-ZDWF 的螺栓孔已包含在切割文件中,无需额外费用。之前的设计使用了一款竞争对手的直角减速器,其输出孔为圆形,需要一个精密加工的适配板;加上这个适配板会使底盘高度增加 18 毫米,超出我们 130 毫米的目标。EP-ZDWF 可以直接用螺栓固定到底盘上,无需适配板,因此底盘高度保持在 129 毫米。我们每年生产 300 多台 AMR;在这个产量下,省去适配板可以节省 12 分钟的组装时间,每台节省约 850 韩元的硬件成本。韩国 Ever-Power 公司在 3 小时内确认了我们底盘的孔位兼容。
EP-ZDWF-80 是一款 20:1 两级减速器,用于安装在焊接钢制底座上的电池模块堆垛机器人。底座由 100×100 毫米焊接方管构成——现场没有加工设备。我们需要一个伺服减速器来驱动堆垛头的 Z 轴,但立柱深度(可用深度为 220 毫米)和孔加工能力均无法满足要求。EP-ZDWF-80 的电机输入方向为右侧,尺寸正好适合 202.5 毫米(两级 L1),电机从立柱内的可用横向空间穿出。我们将一块 10 毫米厚的激光切割嵌板焊接在底座上,钻了 4 个孔,然后用螺栓固定了减速器——每个轴的总安装时间(包括电机联轴器)为 45 分钟。目前已部署 14 台机器,运行 18 个月,减速器未出现任何问题。
EP-ZDWF-60 电机采用 16:1 两级传动比,用于碳纤维板机器人手臂的腕关节。我们的手臂结构采用 3 毫米厚的 CFRP 板材,经 CNC 精密加工而成——在薄 CFRP 板材上进行精密镗孔并不现实。EP-ZDWF 方形法兰通过螺栓固定到粘合在板材组件中的钛合金嵌件上,电机沿前臂轴线通过直角输入接口引出。韩国 Ever-Power 应用团队在收到电机图纸后 6 小时内,就提供了输入方向(电机向上)以及与我们的 Delta 伺服电机完全匹配的输入法兰。腕关节外径为 74 毫米——在这种扭矩水平下,以往使用直列式驱动是无法实现的。目前,该电机已在食品级涂装机器人上运行 11 个月;终身密封润滑脂对于我们洁净室的合规性至关重要。
分享您的EP-ZDWF应用经验。 联系韩国永力公司: [email protected]
韩国Ever-Power系列相关产品
EP-ZDWF是韩国Ever-Power公司生产的直角输入、方形法兰型号。 精密行星齿轮箱 EP系列。以下系列产品适用于仅需EP-ZDWF两项优势之一的应用,或需要更高扭矩容量的应用。
EP-ZDWE — 直角圆法兰
与 EP-ZDWF 相同的直角锥面输入和扭矩/齿隙规格,但采用圆形输出法兰,适用于孔内安装。当轴向空间节省是首要考虑因素,且需要精密孔时,请选择 EP-ZDWE——在某些设计中,圆形法兰可提供更好的径向载荷支撑。
EP-ZDF — 直列式输入,方形法兰
与 EP-ZDWF 具有相同的方形法兰输出和扭矩/反冲规格,并采用同轴电机输入。当需要无孔板安装但轴向空间不受限制时,请选择 EP-ZDF,即可获得 96% 的单级效率(EP-ZDWF 为 94%),以及小于 8 弧分的反冲(EP-ZDWF 为小于 25-30 弧分)。
EP-ZDS——高刚度,重载荷
当 EP-ZDWF-160 的扭矩为 800 N·m 时,EP-ZDS 可提供高达 1,800 N·m(190 框架)的扭矩,采用直列式输入、方形法兰、IP65 防护等级、高达 130 N·m/弧分的扭转刚度以及 28,000 N 的最大轴向力。注意:EP-ZDS 仅适用于直列式输入;对于需要直角输入的重载应用,请联系韩国永力电力公司 (Korea Ever-Power) 获取定制解决方案。
常见问题解答
其他信息
| 编辑 | CXM |
|---|


































