علبة تروس كوكبية دقيقة ذات مدخل بزاوية قائمة وحافة مربعة من سلسلة EP-ZDWF

سلسلة EP-ZDWF عبارة عن علبة تروس كوكبية دقيقة ذات زاوية قائمة وحافة مربعة، تجمع بين مرحلة إدخال مخروطية بزاوية 90 درجة وحافة تثبيت مربعة للمخرج، وهي متوفرة بأربعة أحجام إطار من EP-ZDWF-60 إلى EP-ZDWF-160. توفر عزم دوران خرج مقننًا من 12 نيوتن متر إلى 800 نيوتن متر بكفاءة أحادية المرحلة تبلغ 94%. تعمل زاوية الإدخال المخروطية بزاوية 90 درجة على وضع محرك المؤازرة بشكل عمودي على عمود الخرج، مما يقلل من عمق التركيب المحوري الكلي بمقدار 30-50% مقارنةً بالتركيب الخطي. تُثبّت الحافة المربعة (قطرها من 60 إلى 175 مم) على أي لوحة مسطحة باستخدام 4 مسامير تثبيت - دون الحاجة إلى ثقب دقيق. تُعد EP-ZDWF علبة التروس الكوكبية الأكثر تنوعًا في التركيب ذات الزاوية القائمة مخفض تروس كوكبي دقيق في سلسلة Korea Ever-Power EP، التي تجمع بين توفير العمق المحوري وتوفير عمليات تصنيع الثقوب في وحدة واحدة.
سلسلة EP-ZDWF - علبة تروس كوكبية دقيقة ذات مدخل بزاوية قائمة وحافة مربعة | 30-50% توفير محوري + بدون تجويف، حتى 800 نيوتن متر
علبة التروس الكوكبية الدقيقة EP-ZDWF من إنتاج شركة إيفر-باور الكورية تجمع بين ميزتين للتركيب في آن واحد: 30-50% تقليل العمق المحوري من مدخل الشطف بزاوية قائمة (من علبة تروس كوكبية بزاوية قائمة من سلسلة EP-ZDWE) و تركيب على لوحة مسطحة بدون الحاجة إلى ثقب شفة الإخراج المربعة (من سلسلة EP-ZDFبالنسبة لصانعي الآلات الكوريين الذين يعملون مع الإطارات الملحومة أو هياكل بثق الألومنيوم أو تجميعات الألواح المقطوعة بالليزر حيث تكون كل من المساحة المحورية وقدرة تشغيل الثقوب محدودة، فإن EP-ZDWF يزيل كلا القيدين في منتج واحد.
ال علبة تروس كوكبية دقيقة ذات حافة مربعة بزاوية قائمة من سلسلة EP-ZDWF ومخفض تروس مؤازر تُمثل وحدة Ever-Power الكورية مزيجًا فريدًا من سلسلتي EP-ZDWE وEP-ZDF. فهي مزودة بمرحلة إدخال بزاوية قائمة 90 درجة من EP-ZDWE، مما يُتيح وضع محرك المؤازرة بشكل عمودي على عمود الإخراج لتقليل العمق المحوري الكلي. كما أنها تستبدل غلاف الإخراج الدائري لـ EP-ZDWE بشفة إخراج مربعة (60-175 مم) من EP-ZDF، مما يُتيح تركيبًا مباشرًا على لوحة مسطحة دون الحاجة إلى ثقب دقيق. جميع مراحل التروس الداخلية، ومعدلات عزم الدوران، ومواصفات الخلوص، وقيم الكفاءة، وخصائص التشحيم طوال العمر، مُطابقة تمامًا لـ EP-ZDWE.
يجد مصنعو الآلات الأصليون الكوريون الذين يصممون الآلات حول هياكل الألواح المسطحة المقطوعة بالليزر أو إطارات المقطع الصندوقي الملحومة - الشائعة في مصنعي المركبات الموجهة الآلية الكورية، ومصنعي إطارات الروبوتات التعاونية، ومكاملي أنظمة النقل المدمجة - أن EP-ZDWF هي المواصفات المثلى عندما يقيد موجز التصميم في نفس الوقت كلاً من العمق المحوري المتاح خلف محور القيادة وعمليات ورشة الآلات المتاحة للتجويف.
ميزة التركيب المزدوج - لماذا يجمع EP-ZDWF بين كلا الوفورات؟

تجويف دائري مضمن (EP-ZDE) - قيدان
المشكلة 1: عمق محوري طويل
المشكلة الثانية: تتطلب تجويفًا دقيقًا
→ عملية تشغيل آلية مطلوبة
→ المحرك + علبة التروس بعمق 264 مم تقريبًا
تجويف دائري بزاوية قائمة (EP-ZDWE) - قيد واحد
[=ZDWE=]──▶ مخرج ذو تجويف دائري
✔ عمق محوري قصير (تم حله)
✘ لا يزال بحاجة إلى تجويف دقيق
شفة مربعة بزاوية قائمة (EP-ZDWF) ★ — بدون قيود
[=ZDWF=]──▶ □ صفيحة مسطحة، 4 مسامير
✔ عمق محوري قصير (تم حله)
✔ لا حاجة إلى ثقب (تم الحل)
→ قم بثقب 4 ثقوب، ثم اربطها بالبرغي، وانتهى الأمر
عند تطبيق كلا القيدين — يكون EP-ZDWF هو المواصفة الصحيحة
① آلات مدمجة ذات إطار ملحوم - لا حاجة للحفر، ولا مساحة محورية
يواجه مصنّعو الآلات الكورية المدمجة ذات الأغراض الخاصة، الذين يصنعون هياكل آلاتهم من مقاطع فولاذية هيكلية ملحومة، قيدين في آن واحد: الإطار الملحوم لا يحتوي على تجويف مُشَكَّل، والعمق المحدود خلف المحور يسمح للمحرك بالبروز بشكل مستقيم. توفر صفيحة مقطوعة بالليزر وملحومة في الإطار سطح تثبيت مسطحًا يستوعب شفة EP-ZDWF المربعة ذات 4 ثقوب للحفر والتثبيت؛ ويضع مدخل الشطف بزاوية قائمة المحرك ضمن عمق الإطار المتاح بدلاً من بروزه خارجه. يحل نظام EP-ZDWF مشكلة تركيب الإطار الملحوم دون الحاجة إلى عمليات تشغيل لاحقة للحام ودون تمديد غلاف الآلة خارج حدود الإطار.
٢- هيكل مسطح لمركبات النقل الآلية والروبوتات المتنقلة - هيكل مقطوع بالليزر، عمق ضئيل
عادةً ما يصنع مصنّعو المركبات الموجهة آليًا (AGV) الكوريون هياكل وحدات القيادة من صفائح مسطحة من الألومنيوم أو الفولاذ مقطوعة بالليزر، ومُجمّعة في هيكل صندوقي. يُثبّت محور القيادة عبر صفيحة، ويجعل ارتفاع الهيكل المتاح (غالبًا 100-140 مم للمركبات الموجهة آليًا منخفضة الارتفاع) تركيب محرك خطي غير ممكن عند أي مستوى عزم دوران مُجدٍ. يتم تركيب EP-ZDWF-60 أو EP-ZDWF-80 عبر الصفيحة السفلية باستخدام شفة مربعة مثبتة بمسامير على وجه الصفيحة - 4 ثقوب مقطوعة بالليزر في الصفيحة بالتزامن مع شكلها الجانبي. يخرج المحرك لأعلى داخل الهيكل. يبلغ عمق القيادة الكلي عمق علبة التروس L1 فقط (150-184.5 مم للإطارات من 60 إلى 80، مرحلة واحدة)، ويتناسب مع ارتفاع الهيكل مع وجود مساحة كافية لارتفاع جسم المحرك داخل الحجم الداخلي للهيكل.
③ آلات تشكيل قطاعات الألمنيوم بالبثق — تركيب مباشر بدون دعامات
يستخدم مُصنّعو أنظمة الأتمتة الكوريون الذين يعتمدون على أنظمة إطارات من مقاطع الألمنيوم بقياس 80×80 مم أو 120×120 مم لآلات الانتقاء والوضع والتوزيع والتجميع، نظام EP-ZDWF عن طريق تثبيت الحافة المربعة مباشرةً على لوحة نهاية المقطع أو دعامة التثبيت. لا يوفر مقطع T-slot ثقبًا دقيقًا، ولكن يمكن تركيب لوحة مسطحة على المقطع لاستقبال الحافة المربعة لنظام EP-ZDWF ذات الوجه المسطح المثبت بمسامير. يسمح مدخل الزاوية القائمة للمحرك بالخروج على طول محور المقطع بدلاً من أن يكون عموديًا عليه، مما يحافظ على المقطع العرضي الكلي للآلة ضمن شبكة المقطع دون الحاجة إلى بثق مخصص كبير الحجم أو بروز للمحرك.
مقارنة كاملة لتركيب جميع إصدارات سلسلة EP الأربعة
| معيار | EP-ZDE | EP-ZDF | EP-ZDWE | EP-ZDWF ★ |
|---|---|---|---|---|
| توجيه المحرك | مضمن | مضمن | زاوية قائمة 90 درجة | زاوية قائمة 90 درجة |
| شفة الإخراج | دائري Φ (تركيب داخل التجويف) | مربع □ (تركيب على لوحة) | دائري Φ (تركيب داخل التجويف) | مربع □ (تركيب على لوحة) |
| توفير العمق المحوري | — | — | ✔ أقصر من 30-50% | ✔ أقصر من 30-50% |
| لا حاجة إلى ثقب | — | ✔ لا ملل | — | ✔ لا ملل |
| كفاءة من مرحلة واحدة | 96% | 96% | 94% | 94% |
| عزم الدوران / رد الفعل العكسي / IP | متطابقة ضمن كل حجم إطار - نفس عزم الدوران المقدر، نفس الخلوص لكل مرحلة، IP54، تشحيم مدى الحياة، من -25 درجة مئوية إلى +90 درجة مئوية | |||
سلسلة EP-ZDWF - المواصفات الفنية الكاملة
① عزم الدوران الناتج المقدر (نيوتن متر) - جميع أحجام ونسب الإطارات
| نسبة | منصة | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| 3:1 | 1 | 12 | 40 | 80 | 400 |
| 4:1 | 1 | 16 | 50 | 110 | 450 |
| 5:1 | 1 | 16 | 50 | 110 | 450 |
| 8:1 | 1 | 15 | 45 | 100 | 400 |
| 10:1 | 1 | 12 | 40 | 80 | 305 |
| 9:1 | 2 | 40 | 100 | 210 | — |
| 12:1 | 2 | 40 | 100 | 210 | 700 |
| 16:1 | 2 | 44 | 120 | 260 | 800 |
| 20:1 | 2 | 44 | 120 | 260 | 800 |
| 25:1 | 2 | 40 | 110 | 230 | 700 |
| 32:1 | 2 | 44 | 120 | 260 | 800 |
| 40:1 | 2 | 40 | 110 | 230 | 700 |
| 64:1 | 2 | 40 | 100 | 210 | 700 |
| 60–512:1 | 3 | 40–44 | 100–120 | 210–260 | — |
٢- سعة الحمولة، والكفاءة، والوزن، والسرعة — مطابقة لـ EP-ZDWE
| المعلمة | وحدة | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| أقصى قوة شعاعية | شمال | 450 | 900 | 2,100 | 6,000 |
| أقصى قوة محورية | شمال | 225 | 450 | 1,050 | 3,000 |
| الكفاءة - مرحلة واحدة | % | 94 (مرحلة إدخال مشطوفة؛ مقابل 96% لـ EP-ZDE/ZDF المضمنة) | |||
| الكفاءة - مرحلتان | % | 92 | |||
| الكفاءة - 3 مراحل | % | 88 | |||
| الوزن - مرحلة واحدة | كيلوغرام | 1.7 | 4.4 | 12 | 36 |
| الوزن - مرحلتان | كيلوغرام | 1.9 | 5 | 14 | 40 |
| الوزن - 3 مراحل | كيلوغرام | 2.1 | 5.5 | 16 | — |
| صلابة الالتواء - مرحلة واحدة | نيوتن متر/دقيقة قوسية | 1.5 | 4.5 | 10 | 38 |
| صلابة الالتواء - مرحلتان | نيوتن متر/دقيقة قوسية | 2.5 | 6.5 | 13 | 43 |
| الضوضاء (في وضع الخمول، 3000 دورة في الدقيقة) | ديسيبل (A) | 65 | 68 | 70 | 70 |
| أقصى سرعة إدخال | دورة في الدقيقة | 4,500 | |||
| سرعة الإدخال الموصى بها | دورة في الدقيقة | 3,000 | |||
③ رد الفعل العكسي من تصميم Frame & Stage
| منصة | وحدة | ZDWF-60 | ZDWF-80 | ZDWF-120 | ZDWF-160 |
|---|---|---|---|---|---|
| رد فعل عنيف - مرحلة واحدة | أركمين | أقل من 30 | أقل من 25 | أقل من 25 | أقل من 25 |
| رد فعل عنيف - مرحلتان | أركمين | أقل من 35 | أقل من 30 | أقل من 30 | أقل من 30 |
| رد الفعل العكسي - ثلاث مراحل | أركمين | أقل من 40 | أقل من 35 | أقل من 35 | — |
④ المواصفات العامة
| المعلمة | مواصفة |
|---|---|
| درجة حرارة التشغيل | من -25 درجة مئوية إلى +90 درجة مئوية |
| تصنيف الحماية | IP54 (IEC 60529) - مقاوم للغبار، ومحمي من رذاذ الماء من أي اتجاه |
| تشحيم | تشحيم مدى الحياة - مغلق من المصنع، ويغطي كلاً من مراحل التروس المخروطية والكوكبية |
| اتجاه التركيب | أي زاوية - أفقية، رأسية، مقلوبة، أو مائلة |
| اتجاه إدخال المحرك | 4 أوضاع - يسار، يمين، أعلى، أسفل (حدد عند الطلب، يتم تثبيتها عند التصنيع) |
| أنواع تثبيت عمود الإدخال | S: قفل متكامل (افتراضي) · S1: حلقة قفل · S2: مجرى مفتاح + تثبيت · K: مجرى مفتاح · A: مخصص |
| تفاوت عمود الإخراج | h7 — جميع أحجام الإطارات |
| العمر الافتراضي المقدر | 20000 ساعة عند الحمل المقنن (عمر محمل L10) |
| عزم إيقاف فوري | عزم دوران خرج مقدر بضعف |
سلسلة EP-ZDWF — الأبعاد الميكانيكية (الوحدة: مم)
تتشابه أبعاد الهيكل والمدخلات في وحدة EP-ZDWF مع وحدة EP-ZDWE. تُظهر الصفوف البرتقالية أبعاد مخرج الحافة المربعة الخاصة بوحدة ZDWF. أما L1 وL12 فهما متطابقان مع وحدة EP-ZDWE لحجم الإطار المقابل.
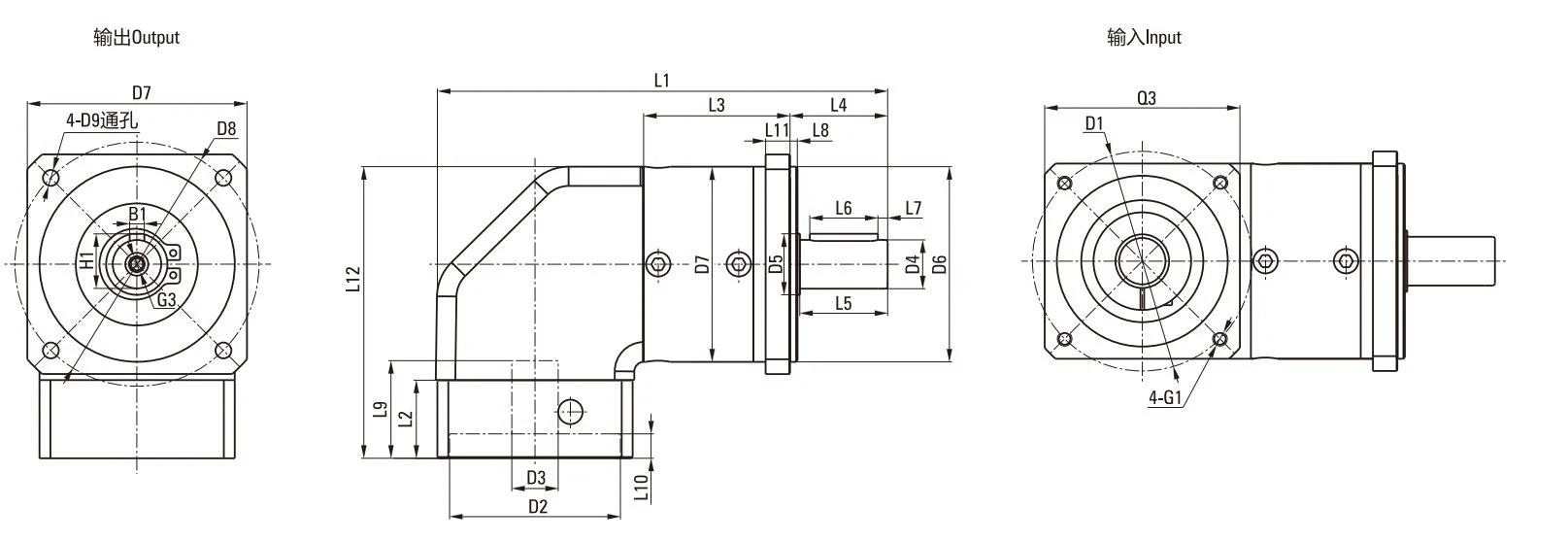
| الأبعاد | 60ZDWF | 80ZDWF | 120ZDWF | 160ZDWF |
|---|---|---|---|---|
| شفة مربعة مقاس D7 | □60 | 90 □ | □120 | □160 / □175 |
| سمك الشفة L11 | 8 | 10 | 15 | 5 |
| الطول الإجمالي L1 — مرحلة واحدة | 150 | 184.5 | 249.2 | 368 |
| الطول الإجمالي L1 — مرحلتان | 163 | 202.5 | 277 | 417.5 |
| الارتفاع الكلي L12 (بما في ذلك شفة الإدخال) | 93 | 119.5 | 167.5 | 229 |
| قطر عمود الإخراج D4 | Φ14h7 | Φ20h7 | Φ25h7 | Φ40h7 |
| طول شفة الإدخال L2 | 20 | 32 | 38 | 66 |
| شفة الإدخال Q3 (مربعة) | □60 | 80 □ | □130 | □175 |
دليل التركيب - سلسلة EP-ZDWF ذات الزاوية القائمة والشفة المربعة
تركيب بزاوية قائمة وحافة مربعة مدمجة - أي سطح مستوٍ، أي اتجاه
يجمع تركيب EP-ZDWF بين إجراءات EP-ZDWF وEP-ZDF: تُثبّت مسامير الشفة المربعة على أي سطح مستوٍ للآلة (لا حاجة إلى ثقب)، ويُركّب المحرك بشكل عمودي عبر مرحلة الإدخال المشطوف. حدد اتجاه إدخال المحرك (يسار/يمين/أعلى/أسفل) عند الطلب، ويُحدّد أثناء التصنيع.
إجراءات التثبيت خطوة بخطوة
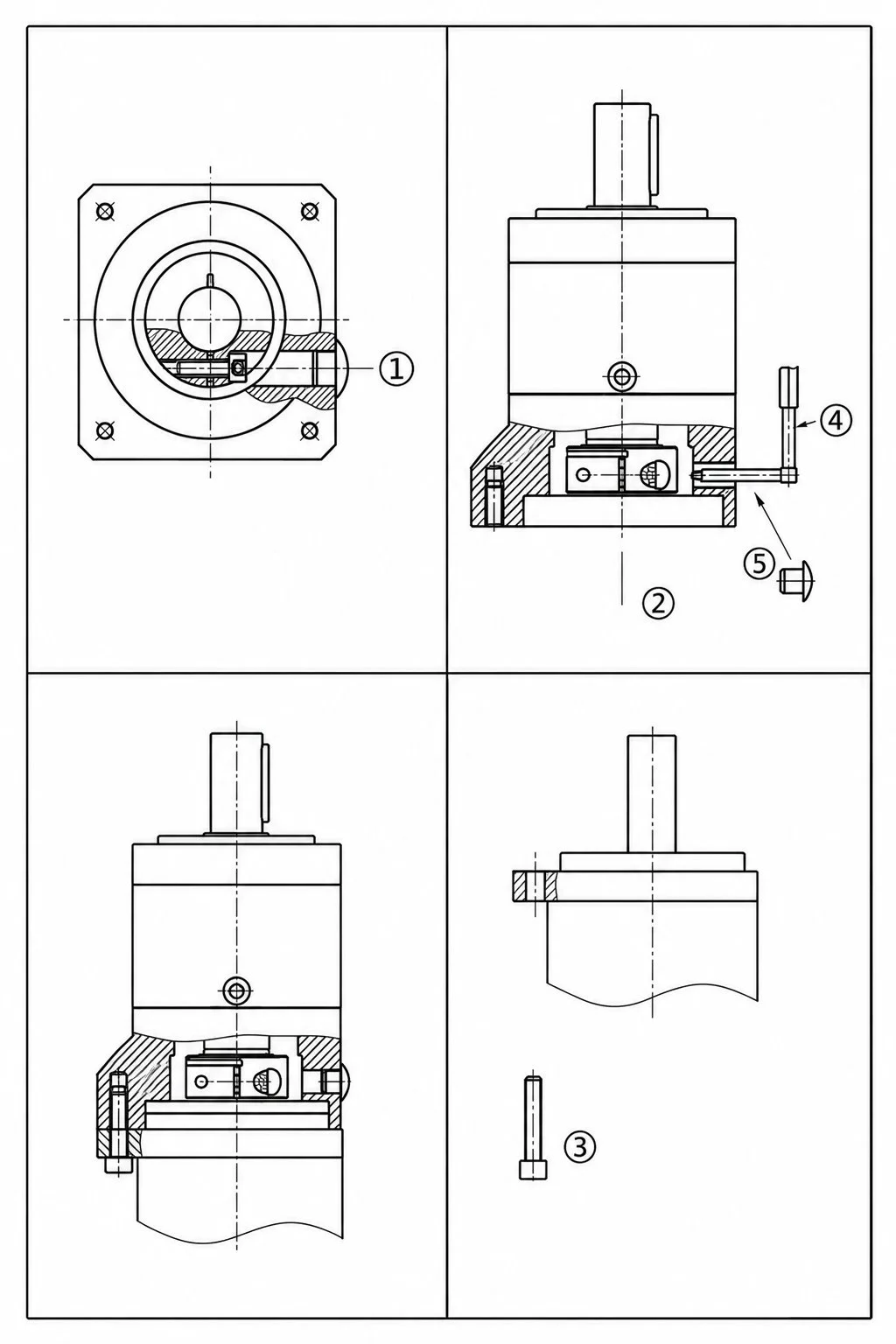
تأكد من اتجاه الإدخال وحجم الشفة ورمز الطراز
تأكد من أن رمز طراز EP-ZDWF يتضمن اتجاه إدخال المحرك (يسار/يمين/أعلى/أسفل)، وحجم الإطار (60-160)، وحجم الحافة المربعة D7 (60-175 مم)، وحافة الإدخال Q3 المطابقة للوجه الأمامي لمحرك السيرفو. تأكد من أن L12 (الارتفاع الكلي مع إدخال المحرك) مناسب لقسم جهازك. تحقق من توافق حجم الحافة المربعة ونمط ثقوب البراغي مع لوحة جهازك قبل التركيب.
تجهيز لوحة الماكينة - 4 ثقوب فقط
قم بثقب 4 ثقوب تثبيت في لوحة الماكينة بقطر دائرة البراغي الصحيح (راجع جدول أبعاد EP-ZDF لمعرفة مقاس الإطار المطابق - قيم D8 وD9). لا حاجة إلى ثقب دقيق. تأكد من أن استواء سطح التثبيت لا يتجاوز 0.02 مم. بالنسبة للوحات المقطوعة بالليزر، تأكد من تضمين مواقع ثقوب البراغي في ملف القطع في مرحلة تصميم اللوحة - لا حاجة إلى عمليات تشغيل إضافية. نظف السطح لإزالة النتوءات قبل التثبيت.
اقتران المحرك - مدخل شطبة عمودي
أدخل عمود محرك السيرفو بالكامل في فتحة الإدخال المشطوف العمودي حتى يلامس وجه المحرك شفة الإدخال بشكل مستقيم. اربط براغي القفل من النوع S بالتساوي بنمط متقاطع. تأكد من عدم وجود فجوة محورية بين وجه المحرك وشفة الإدخال؛ إذا كان عمود المحرك أقصر من عمق الفتحة، فاستخدم حلقة فاصلة. يعمل مدخل التثبيت مع أو بدون مجرى مفتاح لعمود المحرك.
تركيب ذو حافة مربعة - نمط 4 مسامير
ضع وجه الحافة المربعة على لوحة الماكينة، مع محاذاة فتحات البراغي الأربعة مع نمط فتحات اللوحة. أدخل براغي من الفئة 8.8 (يوصى باستخدام الفئة 10.9 للتطبيقات ذات دورات التشغيل العالية)، وشدها يدويًا، وتأكد من تلامس السطح بالكامل، ثم اربطها بعزم دوران متساوٍ بنمط متقاطع. استخدم مادة مانعة للتسرب (متوسطة القوة) للتطبيقات المعرضة للاهتزاز. تأكد من وجود خلوص كافٍ لجسم المحرك في الاتجاه العمودي قبل الربط النهائي.
فحص عمود الإخراج، والحمل، والمسافة
قم بتوصيل وصلة الحمل بعمود الإخراج D4 في h7 باستخدام الإجراء القياسي. تأكد من أن الحمل القطري عند مركز العمود (L/2) لا يتجاوز أقصى قوة قطرية (مثلاً 900 نيوتن للإطار 80). أدر المحرك يدويًا دورة كاملة للإخراج وتأكد من أن جسم المحرك يمر فوق جميع أجزاء هيكل الماكينة في الاتجاه العمودي. مرر كابلات محرك المؤازرة بالتوازي مع محور حركة الماكينة، باستخدام سلسلة كابلات ذات طول حلقة مناسب لاستيعاب أي نطاق حركة للمحور دون شد الكابل.
التشغيل الأولي بدون حمل، إعادة ربط البراغي، وتسخين الشطبة
شغّل الجهاز بدون حمل لمدة 30 دقيقة بسرعة إدخال مُصنّفة ≤50%. بعد فترة التشغيل التجريبي: (1) أعد فحص قيم عزم ربط مسامير الشفة الأربعة - قد يتسبب التغير الحراري في استقرار طفيف للوصلات؛ (2) يُعدّ صوت طنين خفيف في مرحلة الشطف خلال أول 10-15 دقيقة سلوكًا طبيعيًا خلال فترة التشغيل التجريبي؛ (3) تحقق من خلوص النظام العكسي عبر تغذية راجعة من محرك المؤازرة. سجّل هذه البيانات كخط أساس للتثبيت. لا يتطلب نظام التشحيم المُحكم مدى الحياة أي صيانة إضافية بعد إجراء التشغيل التجريبي هذا.
⚠ تنبيهات التركيب: اتجاه إدخال المحرك ثابت أثناء التصنيع، لذا يُرجى تحديده بدقة عند الطلب. يجب أن يكون سطح الشفة المربعة مُلامسًا تمامًا للوحة الماكينة، حيث أن وجود فجوة يُركّز حمل البرغي ويُعرّض الشفة للإجهاد. لا تُطبّق قوة محورية على عمود الإدخال المخروطي أثناء تركيب المحرك. لا تتجاوز سرعة الإدخال 4500 دورة في الدقيقة. لا يحتوي الغلاف المُحكم على منفذ تشحيم، لذا لا تُضف مواد التشحيم من الخارج.
✔ لا يحتاج إلى صيانة — يشمل المرحلتين: يُغطي نظام التشحيم المُغلق من المصنع، والذي يدوم مدى الحياة، كلاً من مرحلة إدخال التروس المخروطية ومراحل التروس الكوكبية في غلاف واحد. لا حاجة لزيت تروس مخروطية منفصل، ولا تشحيم دوري، ولا إعادة تشحيم خلال العمر الافتراضي المُقدّر بـ 20,000 ساعة. أعد فحص مسامير تثبيت الشفة الأربعة عند أول فحص بعد 5,000 ساعة، إلى جانب الفحص البصري لمانع التسرب - هذا هو إجراء الصيانة الدورية الوحيد لـ EP-ZDWF.
التطبيقات — علبة تروس كوكبية ذات زاوية قائمة وحافة مربعة EP-ZDWF في تصميمات المنصات الكورية المدمجة
وحدات قيادة المركبات الموجهة آلياً منخفضة الارتفاع - هيكل مقطوع بالليزر، ارتفاع ضئيل
تستخدم شركات تصنيع المركبات الموجهة آليًا الكورية، التي تبني مركبات آلية متنقلة منخفضة الارتفاع للمستودعات بارتفاع هيكل يتراوح بين 100 و150 مم، نظامي EP-ZDWF-60 وEP-ZDWF-80 لتخفيض سرعة محرك عجلة القيادة. يتم تثبيت الحافة المربعة بمسامير في اللوحة السفلية للهيكل من خلال 4 فتحات مقطوعة بالليزر - دون الحاجة إلى حفر أو عمليات تشغيل ثانوية - ويخرج المحرك لأعلى داخل الهيكل عبر الارتفاع المتاح الذي يتراوح بين 100 و150 مم. يبلغ العمق المحوري الكلي لعلبة التروس أسفل لوحة الهيكل البعد L1 فقط (150-184.5 مم للإطارات من 60 إلى 80 مم، مرحلة واحدة)، مما يضع عجلة القيادة على الارتفاع الصحيح بالنسبة للأرضية. وتفيد شركات تصنيع المركبات الموجهة آليًا الكورية في هواسونغ وإنتشون وأنسان بأن نظام EP-ZDWF يمكّن من تصميم مركبات آلية متنقلة منخفضة الارتفاع تنافس مباشرةً وحدات تروس المركبات الموجهة آليًا المصممة خصيصًا، وذلك بتكلفة أقل بكثير من تكلفة الأدوات المخصصة.
آلات مدمجة ذات إطار ملحوم لأغراض خاصة
يستخدم مصنّعو الآلات الكورية المتخصصة، الذين يصنعون هياكل فولاذية ملحومة لمعدات التجميع أو الاختبار أو مناولة المواد، نظام EP-ZDWF عندما لا يتوفر كل من المساحة المحورية وإمكانية تشكيل الثقوب. توفر صفيحة إدخال مقطوعة بالليزر وملحومة في الهيكل سطح تثبيت مسطحًا للشفة المربعة لنظام EP-ZDWF. يضع مدخل الشطف بزاوية قائمة المحرك داخل عمق الهيكل بدلاً من بروزها خارج حدوده. يُعد هذا شائعًا بشكل خاص في آلات تجميع وحدات بطاريات السيارات الكهربائية الكورية، حيث تكون مساحة الآلة محدودة للغاية بسبب تصميم خلية الإنتاج، كما أن تشكيل ثقوب التجميعات الملحومة غير عملي.
خلايا أتمتة قطاعات الألمنيوم - بدون عمليات تشغيل ثانوية
يستخدم مُكاملُو أنظمة الأتمتة الكوريون الذين يُنشئون خلايا تجميع وتوزيع قابلة لإعادة التشكيل من إطارات قطاعات ألومنيوم بأبعاد 80×80 أو 120×120 مم، نظام EP-ZDWF لمحاور محركات المؤازرة على هيكل القطاع. تُثبَّت الحافة المربعة بمسامير على لوحة طرفية أو دعامة مُتصلة بالقطاع - ولا يُمكن عمل ثقب في القطاع نفسه - ويخرج المحرك على طول محور مقطع القطاع، مما يُبقي مجموعة القيادة الكلية ضمن شبكة القطاع دون الحاجة إلى أقواس كبيرة الحجم. للاطلاع على نسخة الحافة الدائرية ذات الزاوية القائمة المُستخدمة مع كتل القطاعات ذات الثقوب المُخصصة، يُرجى مراجعة... علبة تروس كوكبية بزاوية قائمة من سلسلة EP-ZDWE.
معصم روبوت تعاوني - هيكل تثبيت لوحة ذات حافة مربعة
يستخدم مصنّعو الروبوتات التعاونية الكوريون، الذين يعتمدون على تجميعات صفائح من ألياف الكربون أو الألومنيوم المقطوعة بالليزر لهيكل ذراع الروبوت (بدلاً من وصلات الذراع المصبوبة أو المشغولة آليًا)، نظام EP-ZDWF لمفاصل دوران وانحراف المعصم. تُثبّت الشفة المربعة بمسامير على تجميعة الصفيحة دون الحاجة إلى ثقب دقيق، وهو أمر غير عملي في الهياكل المركبة ذات الصفائح الرقيقة. يوجّه مدخل الزاوية القائمة المحرك بالتوازي مع وصلة الذراع، متحكمًا في القطر الخارجي للمعصم وفقًا لحجم جسم علبة التروس (60-90 مم). أما بالنسبة للتطبيقات التي يسمح فيها هيكل الذراع بثقب دائري، علبة تروس كوكبية ذات حافة مستديرة من طراز EP-ZDWE يوفر أداءً مكافئاً.
Narrow-Profile Packaging Machine Bracket Modules
Korean packaging machinery OEMs designing servo-actuated filling and sealing stations for narrow-pitch carousel or chain-conveyor packaging lines use EP-ZDWF-60 and EP-ZDWF-80 for bracket-mounted servo actuators where both the bracket footprint and the available depth behind the mounting plate are constrained. The square flange enables the entire motor-gearbox module to be replaced as a bolted assembly in a single maintenance operation — without removing the bracket from the machine or performing any bore-alignment procedure. The right-angle bevel input routes the motor along the machine structure rather than projecting it into the operator access zone.
Solar Tracker Slew Drives — Flat-Plate Mounting, Lateral Motor
Korean solar tracker manufacturers designing single and dual-axis trackers with flat steel tube or angle-iron mounting structures for utility-scale solar farms in Korea, Vietnam, and Southeast Asia use EP-ZDWF-120 and EP-ZDWF-160 for the azimuth and elevation axis drives. The square flange bolts directly to a flat mounting plate welded onto the tracker torque tube assembly — no machined bore on the field-fabricated steel structure. The right-angle bevel input routes the servo motor laterally along the torque tube rather than projecting it perpendicular to the tracker panel surface, reducing wind load on the drive assembly and keeping the motor within the tracker's structural shadow. IP54 sealing and the −25°C to +90°C operating range cover Korean outdoor tracker operating conditions year-round.
شهادات الجودة ومعايير الاختبار
- ✔Right-angle علبة تروس مؤازرة bevel stage and square flange face flatness verified per production batch
- ✔يتم قياس الخلوص لكل وحدة عند ±3% من عزم الدوران الناتج المقنن - شهادة قياس مرفقة مع كل طلب
- ✔اختبار عزم الدوران تحت الحمل الكامل عند عزم الدوران المقنن لكل وحدة قبل الشحن
- ✔التحقق من دخول الماء والغبار وفقًا لمعيار IP54 وفقًا لمعيار IEC 60529 - لكل دفعة إنتاج
- ✔يتم توفير شهادة المواد ورسم الأبعاد مع كل عملية تسليم

Why Korean Engineers Specify Korea Ever-Power EP-ZDWF
🔧
Both Installation Constraints Resolved — One Specification
When a Korean machine design is simultaneously constrained by available axial depth and unavailable bore machining, EP-ZDWF resolves both with a single product specification. No separate bracket design to redirect the motor, no boring jig for the welded frame, no split between two gearbox series in the same machine. One علبة تروس كوكبية part number, two installation problems solved.
🔲
Square Flange in Laser-Cut Plate — Zero Secondary Operations
For Korean machine builders using laser-cut flat-plate chassis as the primary structure, the EP-ZDWF bolt-hole pattern can be cut into the plate simultaneously with the plate profile — 4 holes, no secondary drill operation, no bore tolerance to machine. The gearbox is a drill-and-bolt installation on the same flat plate that forms the machine chassis structure.
📐
30–50% Axial Depth Reduction — Same Saving as EP-ZDWE
The axial space saving of EP-ZDWF is identical to EP-ZDWE — the right-angle bevel input stage operates identically in both. Korean AGV and compact machine designers who chose EP-ZDWF over EP-ZDWF because their structure uses flat plates rather than bore mounts receive exactly the same axial depth reduction in the final installation.
🔒
Lifetime Lubrication — Bevel + Planetary, One Sealed Housing
The factory-sealed lifetime grease covers the complete EP-ZDWF gearbox — both the bevel input stage and the planetary gear stages — in a single sealed unit. No separate bevel gear oil reservoir, no oil level maintenance, no lubrication access port. Korean machine builders who mount EP-ZDWF in locations with restricted maintenance access (inside AGV chassis, within conveyor frame sections) benefit from the zero-maintenance design across the 20,000-hour rated life.
🔄
4 Input Directions — Optimal Cable Routing for Any Platform Layout
EP-ZDWF's 4-position motor input (left/right/up/down) allows Korean platform designers to route the servo motor cable in the direction that avoids obstruction — into the AGV chassis interior, along the machine column, or parallel to the conveyor frame. For designs that iterate through multiple motor routing options during development, Korea Ever-Power supplies EP-ZDWF sample units in each input direction for layout evaluation before committing to production tooling.
🇰🇷
Korean Engineering Support — Flange Matching, Layout Review & Input Direction
Korea Ever-Power's Korean application team assists with EP-ZDWF frame size selection, square flange size matching to machine plate dimensions, input direction selection, axial depth calculation versus inline alternatives, and motor input flange specification — in Korean. For Korean AGV and special-purpose machine builders evaluating the dual-advantage EP-ZDWF, the team provides a full installation envelope calculation and plate hole pattern confirmation at no charge before order placement.
آراء العملاء وتعليقات التطبيق
5 نجوم
87%
4 نجوم
11%
≤3 ★
2%
EP-ZDWF-60 at 10:1 single-stage for a 130 mm chassis-height low-profile AMR. Our chassis is laser-cut 4 mm aluminium plate — the bolt holes for EP-ZDWF are included in the cutting file at zero additional cost. Previous design used a competitor right-angle gearbox with a round output bore that required a precision-bored adapter plate; adding that adapter plate added 18 mm to the chassis height, pushing us over our 130 mm target. EP-ZDWF bolts directly to the chassis plate without the adapter, keeping us at 129 mm. We're producing 300+ AMR units per year; at this volume, eliminating the adapter plate saves 12 minutes of assembly time and approximately 850 KRW per unit in hardware cost. Korea Ever-Power confirmed our chassis plate hole pattern was compatible in 3 hours.
EP-ZDWF-80 at 20:1 two-stage for a battery module stacking robot on a welded steel base frame. Frame is fabricated from 100×100 mm welded box section — no machining facility on-site. We needed a servo gear reducer for the stacking head Z-axis drive where both the column depth (220 mm available) and the bore machining capability were unavailable. EP-ZDWF-80 with motor-right input direction fit exactly within 202.5 mm (2-stage L1), motor exiting into the available lateral space within the column. We welded a 10 mm laser-cut insert plate into the frame, drilled 4 holes, bolted the gearbox — total installation time 45 minutes per axis including motor coupling. 14 machines deployed, now running 18 months with zero gearbox issues.
EP-ZDWF-60 at 16:1 two-stage for the wrist pitch joint of a carbon-fibre plate robot arm. Our arm structure is CNC-milled 3 mm CFRP plate — precision boring is impractical in thin CFRP. EP-ZDWF square flange bolts to a titanium insert bonded into the plate assembly, the motor exits along the forearm axis via the right-angle input. The Korea Ever-Power application team provided the input direction (motor-up) and the exact input flange for our Delta servo motor within 6 hours of sending the motor drawing. Wrist pitch joint outer dimension: 74 mm — previously impossible with inline drive at this torque level. Now 11 months in operation on a food-grade coating robot; lifetime sealed grease is essential for our cleanroom compliance.
Share your EP-ZDWF application experience. اتصل بكوريا إيفر-باور: [email protected]
منتجات ذات صلة ضمن مجموعة إيفر باور الكورية
The EP-ZDWF is the right-angle input, square-flange variant in the Korea Ever-Power علبة تروس كوكبية دقيقة EP series. The following series address applications where only one of the two EP-ZDWF advantages is required, or where higher torque capacity is needed.
EP-ZDWE — Right-Angle, Round Flange
Same right-angle bevel input and torque/backlash specifications as EP-ZDWF, with a round (circular) output flange for bore-mount installation. Choose EP-ZDWE when axial space saving is the priority but a precision bore is available — round flange provides better radial load support in some designs.
EP-ZDF — Inline Input, Square Flange
Same square flange output and torque/backlash specifications as EP-ZDWF, with an inline coaxial motor input. Choose EP-ZDF when no-bore plate mounting is required but axial space is not constrained — and get 96% single-stage efficiency (vs 94% for EP-ZDWF) plus <8 arcmin backlash (vs <25–30 arcmin for EP-ZDWF).
EP-ZDS — High Stiffness, Heavy Load
When EP-ZDWF-160 at 800 N·m is insufficient — EP-ZDS delivers up to 1,800 N·m (190-frame) with inline input, square flange, IP65 protection, torsional stiffness up to 130 N·m/arcmin, and 28,000 N maximum axial force. Note: EP-ZDS is inline input only; for heavy loads with right-angle input requirements, contact Korea Ever-Power for a custom solution.
الأسئلة الشائعة
معلومات إضافية
| محرر | Cxm |
|---|
المنتجات ذات الصلة
-

علبة تروس كوكبية خطية ذات عمود إخراج عالي الصلابة من سلسلة EP-AF (من EP-AF042 إلى EP-AF220، ومتغير EP-AFX)
-

علبة تروس كوكبية خطية ذات حافة دائرية من سلسلة EP-ADS - خمس نسب مستهدفة (EP-ADS047 إلى EP-ADS255)
-

علبة تروس كوكبية خطية ذات شفة كبيرة من سلسلة EP-AE
-

علبة تروس كوكبية عالية الدقة من سلسلة EP-BAF - عمود إخراج عالي الصلابة (من EP-BAF042 إلى EP-BAF220)
-

علبة تروس كوكبية عالية الدقة من سلسلة BAE - نوع ذو شفة كبيرة (من EP-BAE050 إلى EP-BAE235)
-

علبة تروس كوكبية عالية الدقة بزاوية قائمة من سلسلة BADR - شفة دائرية (EP-BADR047 إلى EP-BADR255)
-

علبة تروس كوكبية عالية الدقة لمحركات السيرفو - سلسلة PLE/PLF
-

علبة تروس كوكبية دقيقة من PLS لمحركات السلاسل الصناعية


























